您的位置>首页 >清水本地每News >
注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销
更新时间: 2025-06-20 13:30:55 ip归属地:天水,天气:多云,温度:17-28 浏览次数:16
以下是:天水市清水县注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 7天内 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 塑料 |
|---|
| 产品品牌 | 铭诺 |
|---|
| 发货城市 | 河北衡水 |
|---|
| 产品产地 | 河北衡水 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 定制 |
|---|
| 质保时间 | 180天 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 合格 |
|---|
| 范围 | 注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧—薄利多销供应范围覆盖甘肃省 天水市 清水县、秦州区、麦积区、秦安县、甘谷县、武山县等区域。 |
|---|
以下是:天水市清水县注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销的图文视频
导读 【铭诺】业务覆盖多领域场景,主营秦州硅胶密封条、麦积注塑加工、秦安尼龙套厂家、甘谷氟胶垫、武山[尼龙齿轮]等产品服务。在天水市清水县采买注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销到铭诺橡塑制品(清水县分公司)mnxs3671-21,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:杜鑫鑫,地址:《景县景龙路南、杜桥镇草厂村西北》。 甘肃省,天水市,清水县 2020年,清水县地区生产总值368595万元,完成财政收入49919万元,同比增长6.42%,财政支出295359万元,同比增长16.03%。
以下是我们上传的注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:天水清水注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销的图文介绍


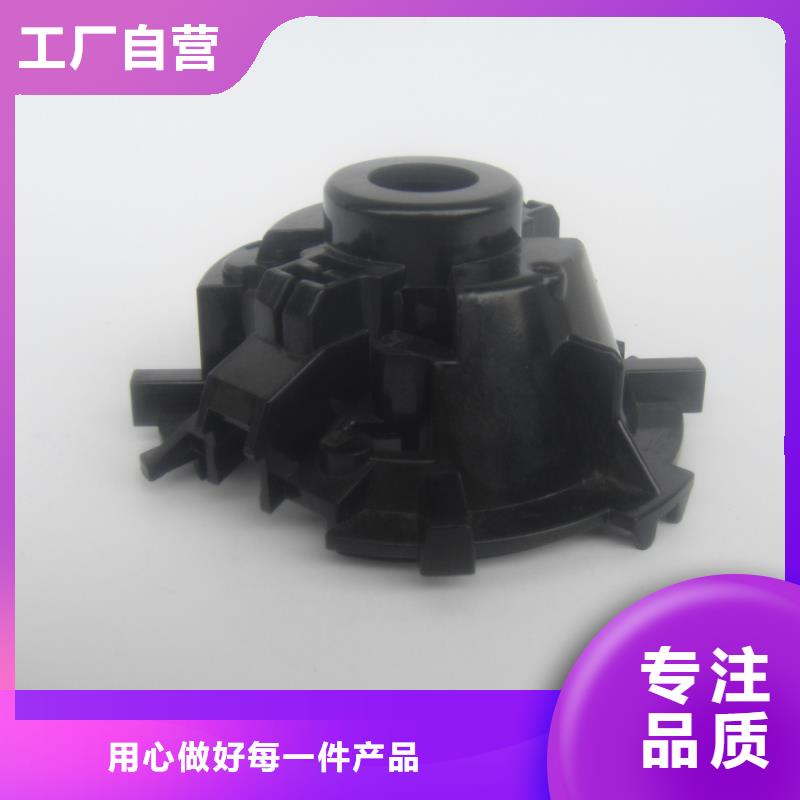
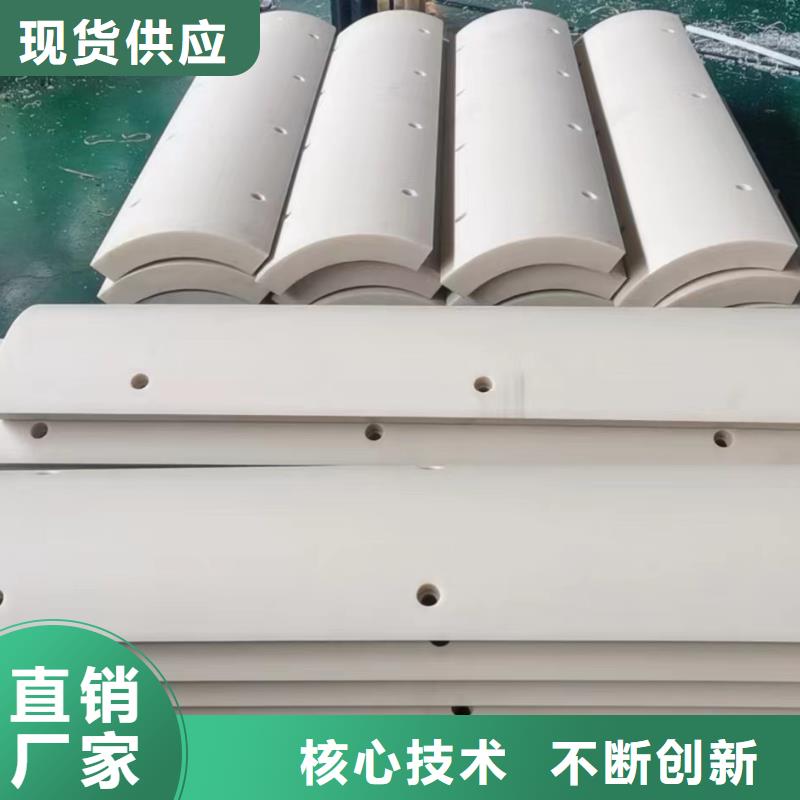
铭诺橡塑制品(清水县分公司)长期生产销售: 聚氨酯制品,我们崇尚团队合作、在合作中共赢;我们相互尊重,相互信任,相互支持;团结就是力量 今天的我们还仅仅是一颗种子,需要每一位员工艰苦的付出与努力。创业维艰,为了建立公司的长青基业,今天我们统一思想,形成共识。我们愿与我们的客户唇齿相依、荣辱与共、风雨同舟、共享丰盛。


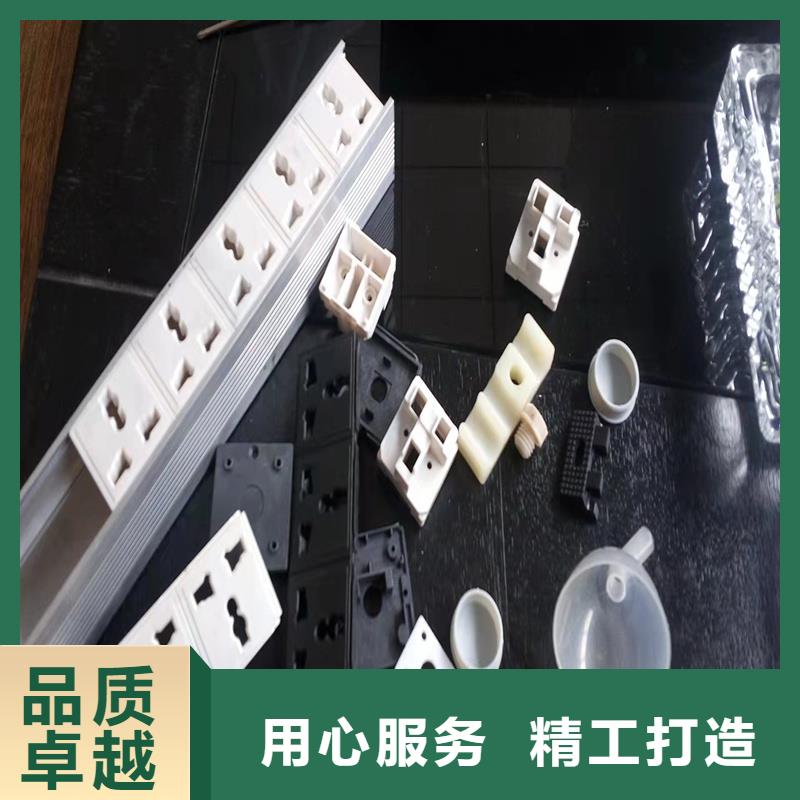
天水清水注塑产品 9由于材料的差异: 4-1 因为大多数的材料必须干燥。通常是在料筒上附加干燥器 4-2象聚碳酸脂之类的特别要干燥的材料,在袋或罐中先预热干燥后再倒入干燥机. 4-3象PVC 等材料,容易发生分解也常发生银条痕。 4、制品飞边的方法 产生飞边的原因 1-1 模具分型面(PL) 滑动面不配合 1-2 射出压力太高 1-3 注射机的偏移 1-4 锁摸力不足


天水清水注塑产品 3防止制品先端产生小的方法 制品产生小的原因 1-1模具内压力不足 相关联的知识 2-1 成型的设定条件应朝使材料流动性变好,模具内压力提高的方向设定 解决方法 3-1 即时:提高射出压力,提高加热料简的温度,提高模具温度,增大射出速度 3-2 短期:扩大浇口,流边,气口 3-3长期:使用流动性好的材料 . 由于材料的差异 4一1 流动性好的材料小邹纹很难产生 五。 参考事项 5-1 为了防止漩纹,放慢了射出速度,但如果射出速度慢,就会产牛小。


总结 联系人:杜鑫鑫,电话:【】,铭诺橡塑制品(清水县分公司)在天水市清水县本地专业从事注塑产品尺寸大小调试技巧、注塑产品尺寸大小调试技巧生产厂家—薄利多销,天水市清水县各个县市以及周边甘肃省 天水市 清水县、秦州区、麦积区、秦安县、甘谷县、武山县城市均可提供送货上门服务!